


八边形凹凸件主要由八边形外形概括、凹槽及孔系组成。其间八边形侧边、钻孔凸台两对应边、凹槽两对应边、工件中心两同心圆孔内壁、φ8内孔的外表粗糙度要求比较高,Ra为1.6μm,工件底部与钻孔凸台上外表粗糙度要求较低,Ra为6.3;其他外表的粗糙度要求为3.2μm ;φ25±0.01孔对B、2³φ8孔对B面有笔直度要求;钻孔凸台两内侧边对c面有对称要求。零件外形概括尺度公役要求高。
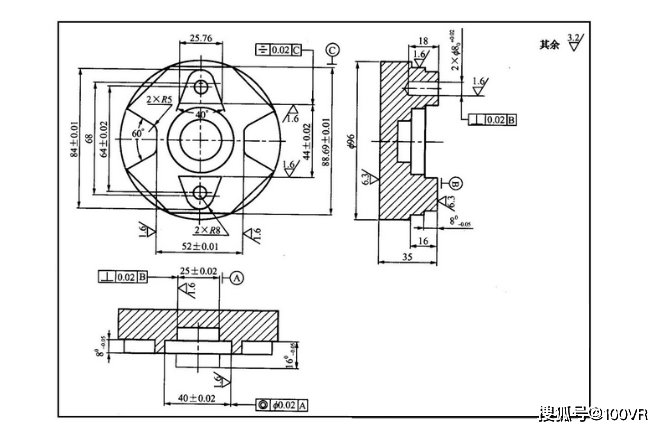
零件资料为45号钢,切削加工性能好,考虑到加工功率可选用硬质合金刀具加工。依据上述剖析,为满意零件对错粗糙度的要求,可对零件进行粗、精加工,一起以工件下表
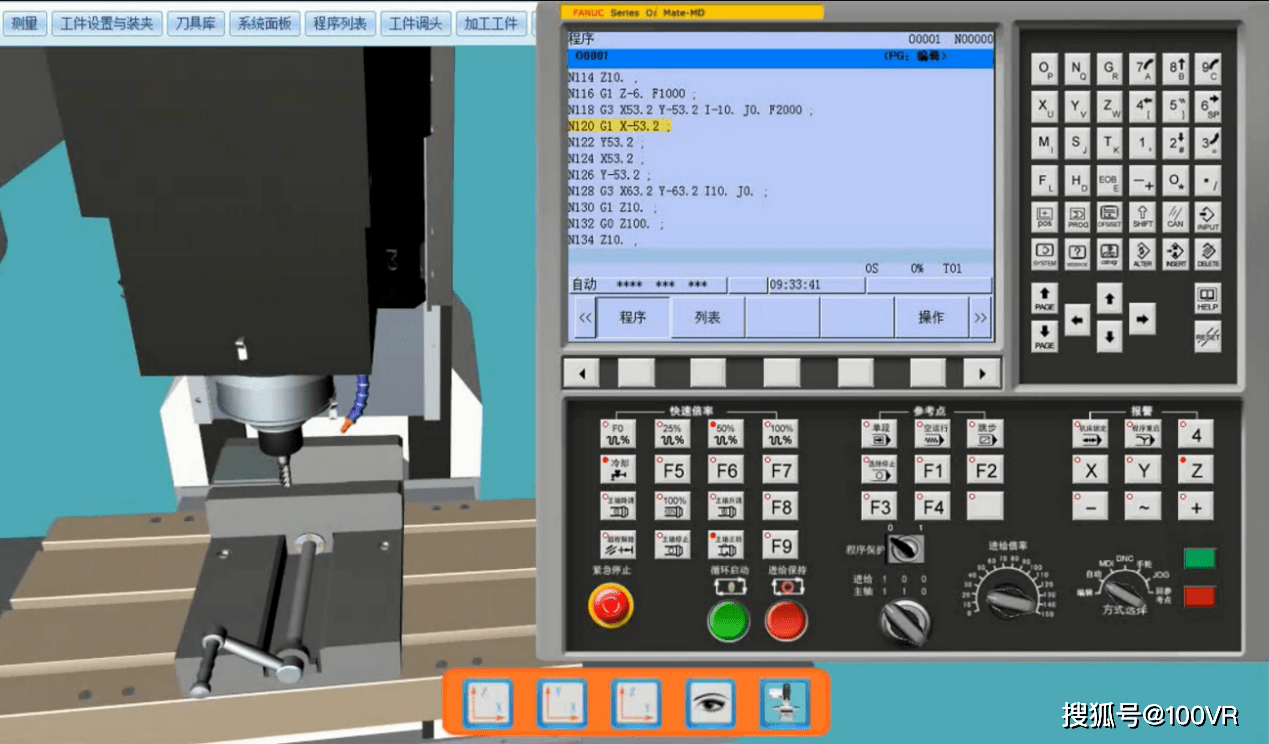
今日100唯尔教育小编就结合100唯尔教育《数控铣床加工》VR仿真课程来介绍下数控铣床怎么加工和检测八边形凹凸件。
经过零件剖析可知,该零件为单面型零件,有平面又有孔系,则选用立式加工中心机床。
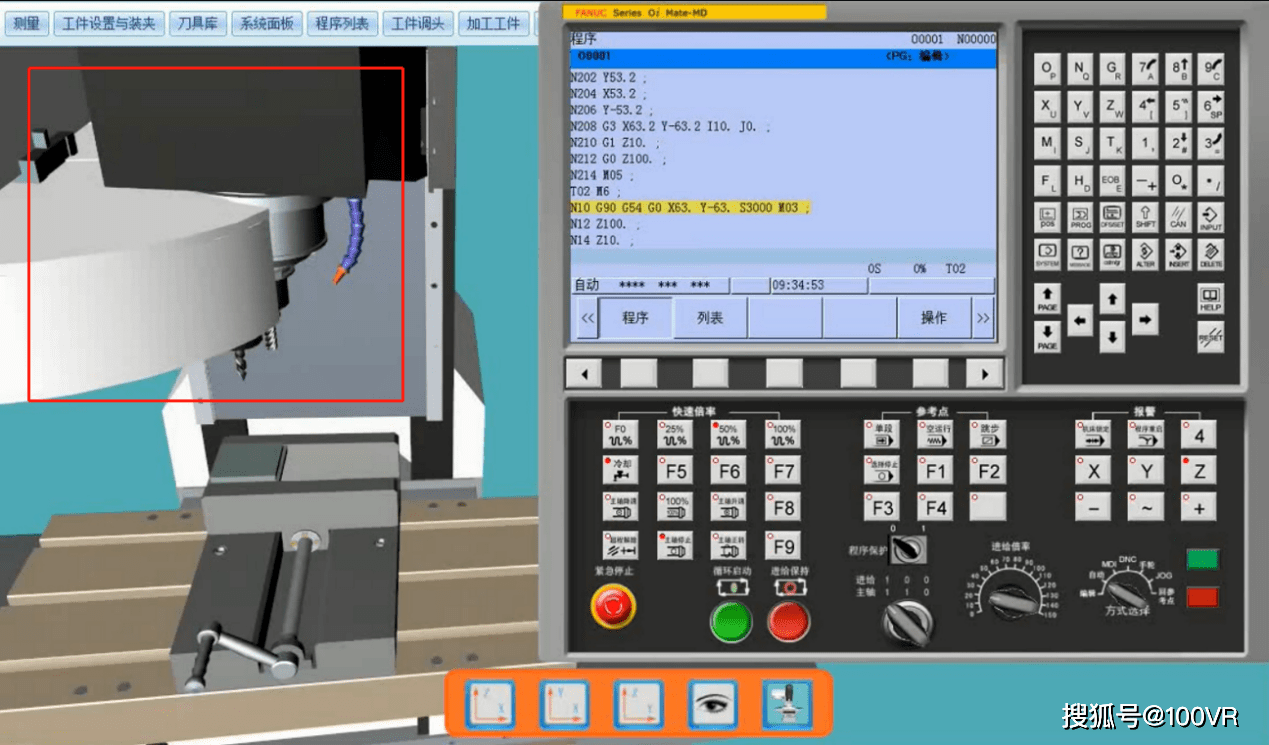
2.八边形凹凸件外形概括、凹槽、凸台的粗糙度要求Ra为1.6,可挑选“粗铣一精铣”计划。其间加工时应选用分层铣削办法
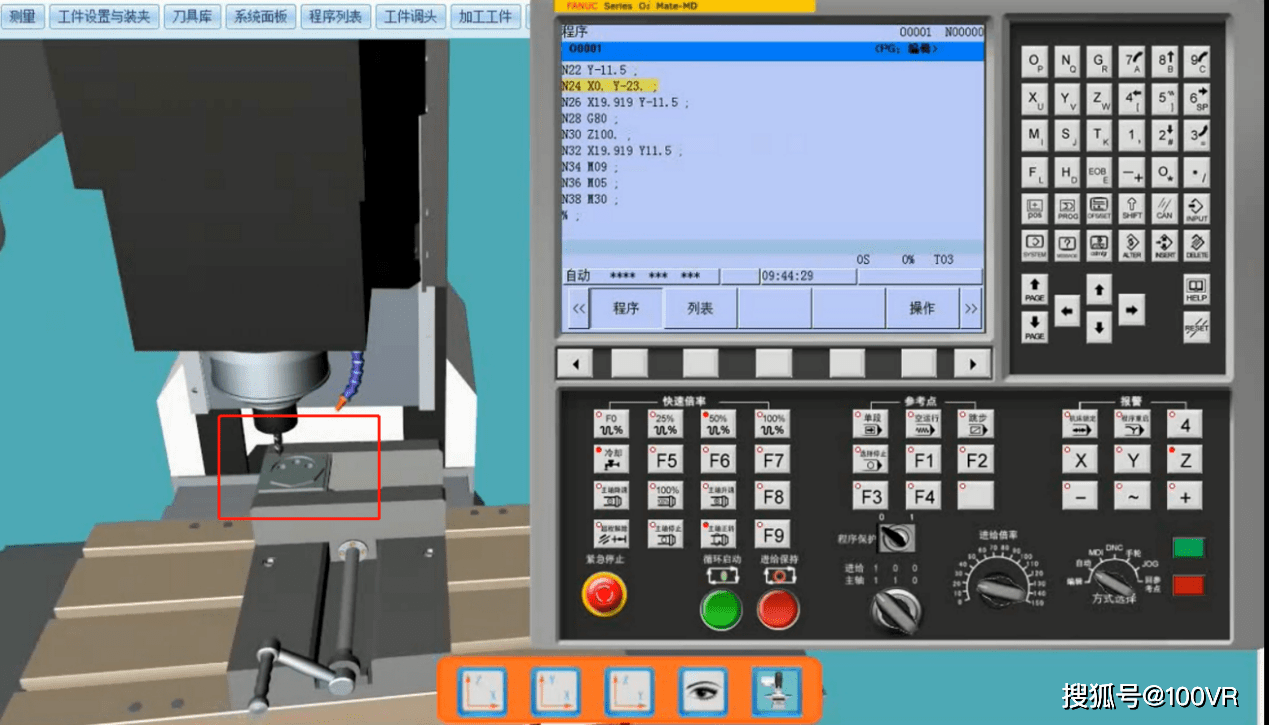
4.孔加工办法的挑选:孔加工前,为便于钻头引正,先用中心钻加工中心孔,然后再钻孔。内孔外表精度视点较高,粗糙度值较小,则区分加工阶段逐渐进行。该零件孔系加工计划挑选:零件中的孔系粗糙度要求高且有尺度公役,所以可挑选“钻中心孔一扩孔一铣孔”计划。
该零件为八面凹凸件,下部为圆形,为便利圆心定位和装夹精度,在加工时能选用通用夹具三爪卡盘。
1.先加基准面,选用环形走刀道路.加工凹槽,选用环形走刀道路通孔,选用直线内孔,选用环形走刀道路。
2.铣削外表、外形概括及凹槽时,为进步切削功率和加工精度,削减接刀刀痕,加工时选用φ10硬质合金立铣刀
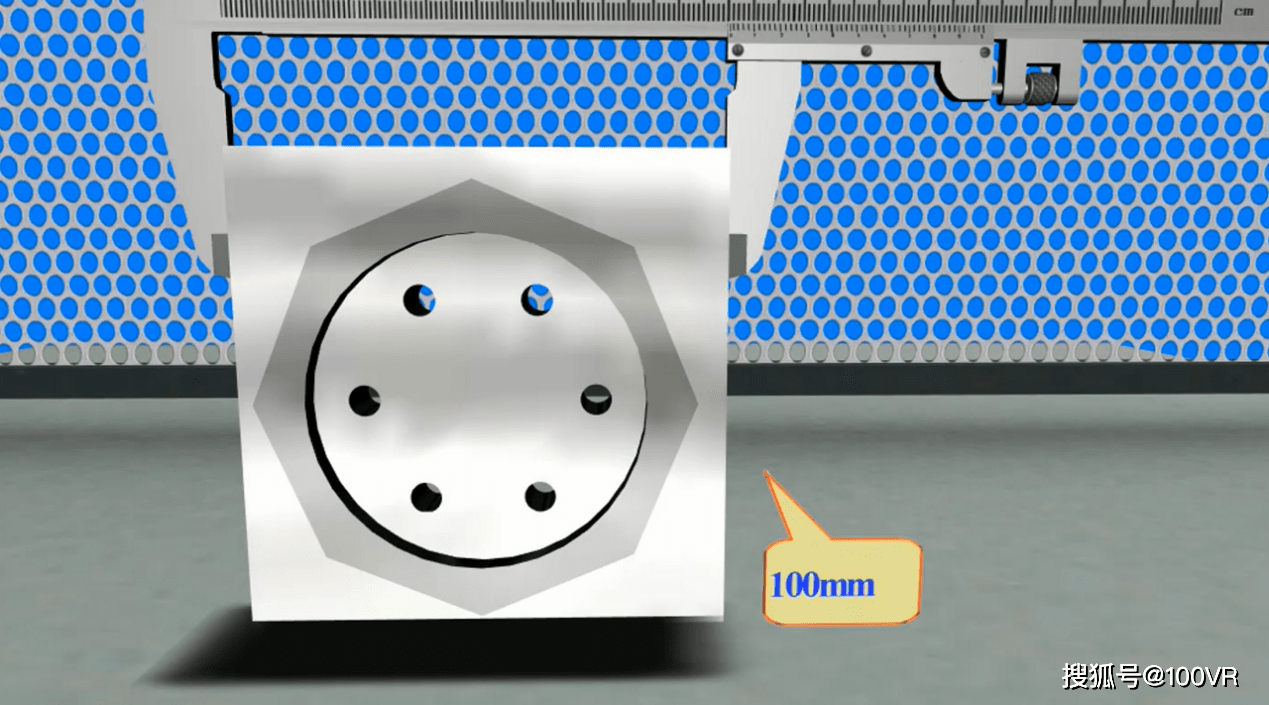
1.运用游标卡尺丈量零件台阶的长度,零件台阶的长度为110mm,契合加工要求。
3.运用游标卡尺丈量八边形凸台的直径,八边形凸台的长度为86mm,契合加工要求。

