


是依照加工次序和数控铣床规则的指令代码及程序格局编成的加工程序,根本进程是零件图-确认加工工艺-数值核算-编写加工程序单-程序输入-程序校验和首件试切。
数控铣床编程分为两大编程:主动编程和手动编程,其间主动编程体系依照言语性质分类可分为程序言语体系和图形交互式体系,程序言语体系是指以美国的APT言语为代表,通过规则的数控言语描绘铣床在加工中的各种运动信息和加工信息,通过编译程序处理后,得到特定铣床数控体系的NC程序,这种编程直观性差,进程杂乱,不便于阶段性检查。
图形交互式体系是指以人机对话的办法,在输入的加工图形中指定加工部位,输入相应的加工参数,核算机主动进行数学处理,生成刀具途径,构成刀位数据文件,经后置处理转换成适合于特定机床数控铣床的加工程序,进行零件加工。这是一种能够直接将零件的几何图形信息主动转换为数控加工程序的核算机辅佐编程技术。
毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件资料为45钢,
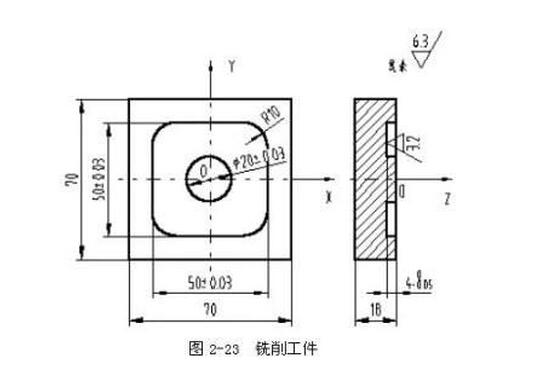
1. 依据图样要求、毛坯及前道工序加工状况,确认工艺计划及加工道路)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两旁边面,台虎钳固定于铣床作业台上。
2)工步次序 ① 铣刀先走两个圆轨道,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。 ② 每次切深为2㎜,分二次加工完。
2.挑选机床设备 依据零件图样要求,选用经济型数控铣床即可到达必定的要求。故选用XKN7125型数控立式铣床。
3.挑选刀具 现选用φ10㎜的平底立铣刀,界说为T01,并把该刀具的直径输入刀具参数表中。
4.确认切削用量 切削用量的详细数值应依据该机床功能、相关的手册并结合实际经历确认,详见加工程序。
选用手动对刀办法(操作与前面介绍的数控铣床对刀办法相同)把点O作为对刀点。 6.编写程序 按该机床规则的指令代码和程序段格局,把加工零件的悉数工艺进程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程便利,一起削减指令条数,可选用子程序。该工件的加工程序如下(该程序用于XKN7125铣床):
)收拾发布,更多关于数控铣床编程信息,请重视:回来搜狐,检查更多责任编辑:
渠道声明:该文观念仅代表作者自己,搜狐号系信息发布渠道,搜狐仅供给信息存储空间服务。

