


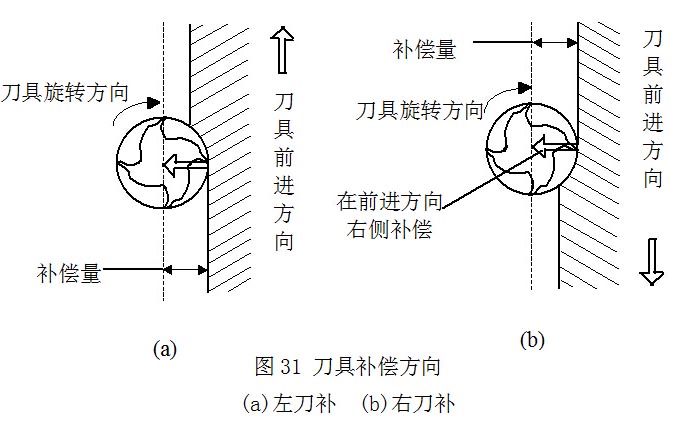
1)概念:在零件概括加工中,因为刀具总有必定的半径,刀具中心的运动轨道与所加工零件的实践概括并不重合,而是偏移概括一个刀具半径值,这种偏移就称为刀具半径补偿。
①在编程时可以不考虑刀具的半径,直接按图样所给定尺度编程,只要在实践加工时输入刀具的半径即可。
②简化粗加工程序的编制。经过改动刀具半径补偿量,可用同一刀具同一程序完结不同切削余量的加工。
例.见图32所示的刀具半径补偿程序。设加工开始时刀具间隔工件外表50mm,切削深度为10mm.
1)效果:刀具长度补偿是用来补偿刀具长度方向尺度的改变。数字控制机床规则传递切削动力的主轴为Z轴,所以一般是在Z轴方向进行刀具长度补偿。
在编写工件加工程序时,先不考虑实践刀具的长度,而是依照规范刀具长度或确认一个编程参考点进行编程,当实践刀具长度和规范刀具长度不一致时,可以终究靠刀具长度补偿功用完结刀具长度差值的补偿。这样,避免了加工运转过程中要常常换刀,并且每把刀具长度的不同给工件坐标系的设定带来的困难。不然,假如榜首把刀具正常切削工件 后*换一把稍长的刀具,若工件坐标系不变,零件将被过切。
对数控系统而言,较好的办法是选用机外对刀法,把所取得的数据经过手动数据输入(MDI)办法输入数控系统的刀具参数表中。
用G43、G44指令偏置的方向。H指令设定补偿量在偏置存储器中的偏置号。G43发生前,刀具长度补偿值有必要在刀具长度偏置寄存器中设置完结。履行G43指令时,刀具移动的实践间隔等于指令值加上长度补偿值。而履行G44指令时,刀具移动的实践间隔等于指令值减去长度补偿值。
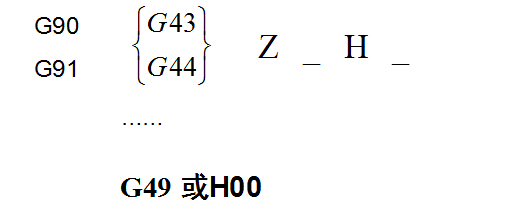
偏置号可用H00-H99来指定。偏置值与偏置号对应,可经过MDI/CRT先设置在偏置存储器中。对应偏置号00即H00的偏置值一般为0,因而对应于H00的偏置量不设定。要撤销刀具长度补偿时用指令G49或H00。G49有必要与G43或G44指令成对运用。G43、G44、G49都是模态代码,可彼此刊出。文章来源于网络 点击次数:更新时刻:2015-05-11上一篇:数控铣床空隙调整办法【免费下载】下一篇:数控铣床对刀仪的运用办法【免费下载】相关资讯

